In pipeline system construction and maintenance, ASME B16.9 elbow serve as critical fittings for altering fluid flow direction. Their quality and specification compliance directly impact the safety and stability of the entire system. The ASME B16.9 standard, recognized globally as the authoritative specification for pipe fitting manufacturing, provides unified standards for elbow production, design, and application. If you are seeking reliable ASME B16.9 elbows, understanding their standards and types is essential.
ASME B16.9 elbows are among the most common butt-welded fittings in industrial piping systems, primarily used to redirect pipeline flow. Based on varying operational requirements, elbows are categorized into Long Radius Elbows and Short Radius Elbows. They are manufactured according to the ASME B16.9 standard to ensure dimensional accuracy and safety performance.
ASME B16.9 Elbow Fitting Specifications
The ASME B16.9 standard provides detailed specifications for elbow fitting dimensions and specifications, including:
Nominal Pipe Size (NPS): Ranges from 1/2 inch to 48 inches.
Wall Thickness (Schedule): Multiple wall thicknesses are available based on pipeline pressure ratings, such as Sch. 10s, Sch. 40, Sch. 80, Sch. 160, etc.
Center-to-End Distance: This is the critical dimension for determining installation space.
Bevel: Typically 37.5 degrees to facilitate butt welding connections.
Long Radius Elbows
Long-radius elbows are a common type of elbow in piping systems. Their bend radius (the distance from the elbow center to the pipe centerline) equals 1.5 times the nominal pipe size. For example, a 4-inch long-radius elbow has a bend radius of 6 inches. The long-radius design minimizes pressure loss and turbulence at the bend, making it widely used in applications demanding high fluid flow quality, such as oil pipelines, gas pipelines, and chemical process lines.
The radius of curvature (R) is 1.5 times the nominal pipe size (NPS) or outside diameter (D). (R = 1.5D). This provides a smoother turn, reducing friction, turbulence, and pressure drop. It’s generally preferred when space allows and flow efficiency is critical.
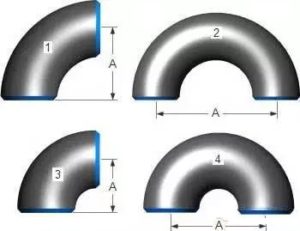
For example,NPS 2 Elbow, the calculation of the distance from the center to the end as follows:
- 90°- 2″- LR : = 1.1/2 x (25,4 x 2) A = 76,2 mm
- 180°- 2″- LR : = 1.1/2 x (25,4 x 2) x 2 A = 152,4 mm
- 90°- 2″- SR : = 25,4 x 2 A = 50,8 mm
- 180°- 2″- SR : = (25,4 x 2) x 2 A = 101,6 mm
Short Radius Elbows
The bending radius of a short-radius elbow equals the nominal size of the pipe. For example, a 4-inch short-radius elbow has a bending radius of 4 inches. Due to its smaller bending radius, short-radius elbows are better suited for use in areas with limited space. However, this design may result in greater pressure loss and turbulence, requiring careful consideration of trade-offs when selecting them.
The radius of curvature (R) is equal to the nominal pipe size (NPS) or outside diameter (D). (R = 1.0D). This results in a sharper turn, increasing turbulence and pressure drop, but it is more compact and suitable for tight spaces where a smaller bend is necessary.
45 Degree Elbow
Turn angle: Achieves a 45° directional deflection, suitable for long-distance pipelines requiring minor directional adjustments or when the angle between two pipeline sections is 45°. Primarily used for minor changes in pipeline direction or scenarios requiring mitigation of fluid impact force.
90 Degree Elbow
Achieves a 90° right-angle turn, the most commonly used type, suitable for “vertical/horizontal direction switching” scenarios (e.g., pipelines transitioning from the ground to walls, or right-angle connections between equipment inlets/outlets).
ANSI/ASME B16.9 90 degree elbow is one type of steel pipe fittings which used to change direction of the pipeline.It can be divided into long radius (LR) and short radius (SR). We provide carbon steel, stainless steel and aluminum elbow in both seamless and welded for the overseas projects.
Material & Grades of ASME B16.9 Buttweld Fittings
Carbon Steel Buttweld Fittings:
ASTM A234 WPB / WPC,ASTM 420 WPL 3 / 6 / 9,A860 WPHY 42 / 46 / 52 / 56 / 65 / 70
Alloy Steel Buttweld Fittings:
A234 WP5 / WP9 / WP11 / WP12 / WP22 /WP 91 / WP92
Stainless Steel Buttweld Fittings:
A403 WP304/304L/304H – WP316/316L – WP317 – WP310S – WP321 – WP347 – WP904L
Duplex & Super Duplex Steel Buttweld Fittings:
A815 WPS32205/32750/31803/32760
Stainless Steel Elbow
The material selection for ASME B16.9 stainless steel elbows typically depends on the operating environment and the conveyed medium. Common options include:
304 Stainless Steel: The most widely used stainless steel grade, offering excellent corrosion resistance and machinability, suitable for general corrosive environments.
316 Stainless Steel: Enhanced with molybdenum, providing superior resistance to chloride ion corrosion. Ideal for marine environments, chemical processing, pharmaceuticals, and other applications demanding higher corrosion resistance. 316L is a low-carbon variant of 316 with superior weldability.
Other stainless steel grades: For specialized requirements, options like 201, 202, 321, 904L, and duplex stainless steels (e.g., 2205, 2507) can be selected to meet diverse demands for temperature resistance, pressure tolerance, and corrosion resistance.
Chemical Composition
| CHEMICAL | LIMITS | C | Mn | P | S | Si | Ni | Cr | Mo |
| ASTM A403 WP304 | MIN | 8.0 | 18.0 | ||||||
| MAX | 0.08 | 2.00 | 0.045 | 0.030 | 1.00 | 11.0 | 20.0 | ||
| ASTM A403 WP304L | MIN | 8.00 | 18.00 | ||||||
| MAX | 0.03 | 2.00 | 0.05 | 0.03 | 1.00 | 12.00 | 20.00 | ||
| ASTM A403 WP316 | MIN | 10.0 | 16.0 | 2.00 | |||||
| MAX | 0.08 | 2.00 | 0.045 | 0.030 | 1.00 | 14.0 | 18.0 | 3.00 | |
| ASTM A403 WP316L | MIN | 10.00 | 16.00 | ||||||
| MAX | 0.03 | 2.00 | 0.05 | 0.03 | 1.00 | 14.00 | 18.00 |
Mechanical Property
| MATERIAL | ASTM A403 WP304 | ASTM A403 WP304L | ASTM A403 WP316 | ASTM A403 WP316L |
| T.S (MPA) | 515 min | 485 min | 515 min | 485 min |
| Y.S (MPA) | 205 min | 170 min | 205 min | 170 min |
| EL % | 28 min | 28 min | 28 min | 28 min |
Surface Treatment
Pickling and Passivation
Surface scale, rust, and impurities are removed through acid pickling, followed by passivation to form a dense oxide film, enhancing corrosion resistance.
Sandblasting
High-velocity sand particles remove surface scale and weld slag, creating a uniform, clean surface that provides an excellent foundation for subsequent coating or polishing.
Polishing
Stainless steel elbows can be polished mechanically or electrolytically to enhance surface quality. Polishing yields a smooth, lustrous finish suitable for applications demanding high aesthetics, such as food processing, pharmaceuticals, and clean pipeline systems.
Carbon Steel Pipe Elbows
ASME B16.9 Carbon steel elbows are commonly used pipe fittings in piping systems. Manufactured from high-quality carbon steel, they offer excellent strength, toughness, and high-pressure resistance, capable of withstanding impacts and temperature fluctuations under complex operating conditions. Compared to stainless steel or alloy steel, carbon steel provides a more economical and practical solution, making it widely adopted in industries such as petroleum and natural gas, chemical processing, power generation, and water treatment.
Chemical Composition
| CHEMICAL | LIMITS | C | Mn | P | S | Si | Cr | Mo | Ni | Cu | Cb | V |
| ASTM A234 WPB | MIN | 0.29 | 0.10 | |||||||||
| MAX | 0.30 | 1.06 | 0.050 | 0.058 | 0.40 | 0.15 | 0.40 | 0.40 | / | 0.08 |
Mechanical Property
| MATERIAL | T.S (MPA) | Y.S (MPA) | EL % | R/A % | HARDNESS |
| ASTM A234 WPB | 415 min | 240 min | 22 min | 30 min | 197 max |
Surface Treatment
Surface protection is critical in the production and application of carbon steel butt weld elbows. Since carbon steel is prone to oxidation and rusting, sandblasting and painting are commonly employed to enhance the elbows’ corrosion resistance and service life.
Sandblasting
High-velocity abrasive blasting removes surface scale, rust, and contaminants.
This process creates a cleaner, rougher surface that improves coating adhesion.
This improves overall corrosion resistance and extends coating longevity.
Painting
Painting is applied after sandblasting, commonly using black paint, epoxy paint, etc. The purpose of painting after sandblasting is to enhance surface adhesion.
It forms a protective film on the elbow surface, isolating it from air and moisture to prevent oxidation. This provides corrosion protection during transportation.
The paint layer also serves aesthetic and identification purposes, facilitating engineering installation.
ANSI / ASME B16.9 Pipe Fitting
ANSI/ASME B16.9 Fittings (commonly referred to as “B16.9 Fittings”) denote butt-welded pipe fittings conforming to the ASME B16.9 standard. Beyond elbows, they encompass tees, reducers, pipe caps, and other components, though elbows represent the most widely used type. “Butt weld” is the core connection method for these fittings. Both ends of the fitting are designed with the same wall thickness as the pipeline. Through welding, they fuse completely with the pipeline to form a continuous sealed structure. This offers the advantages of high strength and high sealing integrity, enabling them to withstand harsh operating conditions such as high pressure, high temperature, and vibration.
For ASME B16.9 elbow, they not only meet the dimensional and quality requirements of the B16.9 standard but also ensure the overall sealing integrity of the piping system through buttweld connections, effectively preventing medium leakage. This makes them indispensable in fields with extremely high demands for sealing and safety, such as petrochemicals, nuclear power, and aerospace. Furthermore, butt-welded connections offer greater strength than threaded or socket welded joints, reducing stress concentration at pipe-fitting interfaces and extending the service life of piping systems.
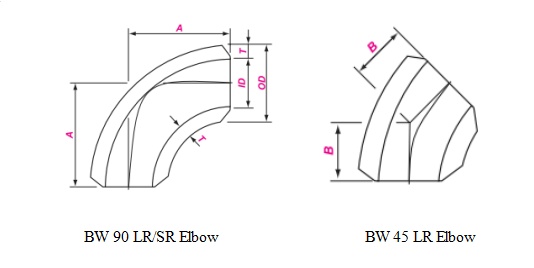
ASME B16.9 Elbow Dimensions
90° Elbow +45° Elbow Dimensions Chart
| Nominal Size | Outside Diameter at Bevel | Center to End | |||
| 90° Elbows | 45° Elbows | ||||
| DN | NPS | OD | A | B | |
| LR | SR | LR | |||
| 15 | 1/2 | 21.3 | 38 | 16 | |
| 20 | 3/4 | 26.7 | 38 | 19 | |
| 25 | 1 | 33.4 | 38 | 25 | 22 |
| 32 | 1 1/4 | 42.2 | 48 | 32 | 25 |
| 40 | 1 1/2 | 48.3 | 57 | 38 | 29 |
| 50 | 2 | 60.3 | 76 | 51 | 35 |
| 65 | 2 1/2 | 73.0 | 95 | 64 | 44 |
| 80 | 3 | 88.9 | 114 | 76 | 51 |
| 90 | 3 1/2 | 101.6 | 133 | 4、89 | 57 |
| 100 | 4 | 114.3 | 152 | 102 | 64 |
| 125 | 5 | 141.3 | 190 | 127 | 79 |
| 150 | 6 | 168.3 | 229 | 152 | 95 |
| 200 | 8 | 219.1 | 305 | 203 | 127 |
| 250 | 10 | 273.0 | 381 | 254 | 159 |
| 300 | 12 | 323.8 | 457 | 305 | 190 |
| 350 | 14 | 355.6 | 533 | 356 | 222 |
| 400 | 16 | 406.4 | 610 | 406 | 254 |
| 450 | 18 | 457.0 | 686 | 457 | 286 |
| 500 | 20 | 508.0 | 762 | 508 | 318 |
| 550 | 22 | 559.0 | 838 | 559 | 343 |
| 600 | 24 | 610.0 | 914 | 610 | 381 |
| 650 | 26 | 660.0 | 991 | 660 | 406 |
| 700 | 28 | 711.0 | 1067 | 711 | 438 |
| 750 | 30 | 762.0 | 1143 | 762 | 470 |
| 800 | 32 | 813.0 | 1219 | 813 | 502 |
| 850 | 34 | 864.0 | 1295 | 864 | 533 |
| 900 | 36 | 914.0 | 1372 | 914 | 565 |
| 950 | 38 | 965.0 | 1448 | 965 | 600 |
| 1000 | 40 | 1016.0 | 1524 | 1016 | 632 |
| 1050 | 42 | 1067.0 | 1600 | 1067 | 660 |
| 1100 | 44 | 1118.0 | 1676 | 1118 | 695 |
| 1150 | 46 | 1168.0 | 1753 | 1168 | 727 |
| 1200 | 48 | 1219.0 | 1829 | 1219 | 759 |
180°Elbow Dimensions Chart
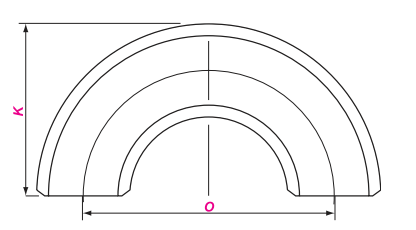
| Nominal Size | Outside Diameter at Bevel | Center to Center | Back to Face | |||
| 180 Returns | ||||||
| DN | NPS | OD | O | K | ||
| LR | SR | LR | SR | |||
| 15 | 1/2 | 21.3 | 76 | 48 | ||
| 20 | 3/4 | 26.7 | 76 | 51 | ||
| 25 | 1 | 33.4 | 76 | 51 | 56 | 41 |
| 32 | 1 1/4 | 42.2 | 95 | 64 | 70 | 52 |
| 40 | 1 1/2 | 48.3 | 114 | 76 | 83 | 62 |
| 50 | 2 | 60.3 | 152 | 102 | 106 | 81 |
| 65 | 2 1/2 | 73.0 | 190 | 127 | 132 | 100 |
| 80 | 3 | 88.9 | 229 | 152 | 159 | 121 |
| 90 | 3 1/2 | 101.6 | 267 | 178 | 184 | 140 |
| 100 | 4 | 114.3 | 305 | 203 | 210 | 159 |
| 125 | 5 | 141.3 | 381 | 254 | 262 | 197 |
| 150 | 6 | 168.3 | 457 | 305 | 313 | 237 |
| 200 | 8 | 219.1 | 610 | 406 | 414 | 313 |
| 250 | 10 | 273.0 | 762 | 508 | 518 | 391 |
| 300 | 12 | 323.8 | 914 | 609 | 619 | 467 |
| 350 | 14 | 355.6 | 1067 | 711 | 711 | 533 |
| 400 | 16 | 406.4 | 1219 | 813 | 813 | 610 |
| 450 | 18 | 457.0 | 1372 | 914 | 914 | 686 |
| 500 | 20 | 508.0 | 1524 | 1016 | 1016 | 762 |
| 550 | 22 | 559.0 | 1676 | 1118 | 1118 | 838 |
| 600 | 24 | 610.0 | 1829 | 1219 | 1219 | 914 |
For more information on the dimensions of butt weld elbows, please click
Elbow and Pipe Bend
In piping systems, both ASME B16.9 elbow and pipe bends are used to alter the flow direction of fluids, but they differ significantly in design and application:
Manufacturing Method:
Elbows are typically manufactured according to ASME B16.9 or other standards as standardized pipe fittings, generally available in fixed angles such as 45°, 90°, and 180°. Pipe bends, however, are often field-fabricated or custom-made to drawings, allowing for any angle (e.g., 60°, 75°).
Bend Radius:
Elbows come in short radius (1D) and long radius (1.5D) types, while pipe bends typically feature larger radii—up to 3D, 5D, 10D, or greater—resulting in lower fluid resistance.
Applications:
Elbows are preferred in space-constrained or standardized piping systems for ease of installation. Pipe bends are favored for long-distance pipelines or scenarios requiring reduced flow resistance, such as oil and gas transmission lines.
Cost and Flexibility:
Elbow production is standardized, resulting in lower costs. Pipe bends offer flexible fabrication to meet non-standard requirements but incur relatively higher manufacturing expenses.
ASME B16.9 Standard
This Standard covers overall dimensions, tolerances, ratings, testing, and markings for factory-made wrought buttwelding fittings in sizes NPS 1/2 through NPS 48 (DN 15 through DN 1200).
Pressure Rating Designation
Class followed by a dimensionless number is the designation for pressure-temperature ratings. Standardized designations for flanges per ASME B16.5 referenced in this Standard are Classes 150, 300, 600, 900, 1500, and 2500.
Marking
Standard Marking Each fitting shall be permanently marked to show the following:
(a) manufacturer’s name or trademark
(b) material identification, either the ASTM or ASME grade designation
(c) schedule number1 or nominal wall thickness in mm
(d) size — the nominal pipe size (NPS) identification number related to the end connections shall be used
(e) compliance—see para. 4.4 for standard and special fitting marking
A manufacturer may supplement these mandatory markings with others, including a DN size designation, but confusion with the required marking shall be avoided.
Tolerances
The listings with decimals do not imply precision measurement, such as use of vernier, micrometer, electronic readout equipment, etc.
| Nominal Size | All Fittings | 45°&90° Elbows | Returns | ||||
| DN | NPS | OD 3) 4) | ID 3) | A B C M | O | K | U |
| 15-65 | 1/2 -21/2 | +1.6 -0.8 | ± 0.8 | ± 2 | ± 6 | ± 6 | ± 1 |
| 80-90 | 3-31/2 | ± 1.6 | ± 1.6 | ± 2 | ± 6 | ± 6 | ± 1 |
| 100 | 4 | ± 1.6 | ± 1.6 | ± 2 | ± 6 | ± 6 | ± 1 |
| 125-200 | 5-8 | +2.4 -1.6 | ± 1.6 | ± 2 | ± 6 | ± 6 | ± 1 |
| 250-450 | 10-18 | +4.0 -3.2 | ± 3.2 | ± 2 | ± 10 | ± 6 | ± 2 |
| 500-600 | 20-24 | +6.4 -4.8 | ± 4.8 | ± 2 | ± 10 | ± 6 | ± 2 |
| 650-750 | 26-30 | +6.4 -4.8 | ± 4.8 | ± 3 | — | — | — |
| 800-1200 | 32-48 | +6.4 -4.8 | ± 4.8 | ± 5 | — | — | — |
| 1300-1500 | 52-60 | +6.4 -4.8 | ± 4.8 | ± 5 | — | — | — |
| 1600-1700 | 64-68 | +6.4 -4.8 | ± 4.8 | ± 5 | — | — | — |
| 1800-2000 | 72-80 | +6.4 -4.8 | ± 4.8 | ± 5 | — | — | — |
Packaging
The beveled edges at both ends of the elbow (where pipes connect) are the most vulnerable and prone to deformation from impact. Therefore, the first step in packaging is to fit plastic protective caps over these beveled edges. This effectively prevents damage or scratches during handling and transportation, making it crucial.
Smaller elbows are typically individually wrapped in plastic bags or bubble wrap. This method offers protection against moisture, dust, and prevents scratches caused by friction between elbows. Smaller elbows are first placed in cardboard boxes before being loaded into wooden crates.
Large-sized elbows are neatly stacked in sturdy wooden crates or pallets. These crates and pallets are typically fumigated to meet international shipping standards.
Finally, each crate or bundle of elbows is labeled with a detailed tag containing all product information.

Applications
Oil and Gas Industry
Chemical and Petrochemical Industry
Power Generation
Shipbuilding and Offshore Engineering
Water Treatment and Environmental Engineering
Metallurgy and Machinery Manufacturing
Pipe And Fittings Manufacturer
We specialize in selling all kinds of pipe fittings, tubes, plates, flanges, bolts and nuts, our products are widely used in many fields, from precision machinery manufacturing to warm home decoration and even high-end aerospace industry. We have become a trusted choice for many industries due to our superior product quality and wide range of applications. Not only do we offer a wide range of products, but we can also provide customized processing services according to the specific needs of our customers, ensuring that your expectations are accurately met every time we work together. With advanced production equipment and strict quality management system, we are committed to providing high-quality piping solutions to customers worldwide. Welcome to contact us.