ASME B16.9 butt weld tees are pipe fittings primarily used to connect pipe sections and pipelines. They typically serve to connect and link three pipes, hence the name “tee.” Tee fittings are primarily used in metal piping systems to connect pipes. Based on the size of the pipe connections, tees on the market can be broadly categorized into two types: equal-size tees and reducer tees. Equal-size tees have all pipe connection ends of the same dimension, while reducer tees feature branch pipe sizes smaller than the main pipe size. Common materials for tees available in the market include carbon steel, alloy steel, and stainless steel.

ANSI B16.9 Steel Pipe Fitting Tee Specification
The ASME B16.9 standard covers multiple critical elements in the manufacturing of butt-weld pipe fittings. Regarding dimensional tolerances, it explicitly specifies permissible deviations for various dimensions of butt-weld pipe fittings, including outer diameter, inner diameter, wall thickness, length, and angle. This ensures the fittings can be used in conjunction with other components within piping systems, guaranteeing the integrity and stability of connections.
| Shape Type | Equal Tee and Reducing Tee |
| Size Range | 1/2″ – 48″ / DN15 – DN1200 |
| Thickness Schedule | SCH 10 – SCH 160, XXS |
| Standard | ANSI / ASME B16.9, MSS SP 43, JIS B2311/2312/2313, DIN2605/2615/2616/2617, EN10253 |
Equal Tee
Equal tee: All three ports have the same nominal diameter, meaning the main pipe and branch pipes have the same diameter. It is suitable for situations where the flow rates of the main pipe and branch pipes are the same, ensuring relatively balanced fluid velocity across all pipes. It is commonly used in piping systems requiring symmetrical branching, such as certain symmetrically arranged equipment connection pipes.
Reducing Tee
Reducing tee: The nominal diameters of the three ports are different, typically with the main pipe having a larger diameter than the branch pipes. This type of tee is suitable for pipeline systems where both branching and merging occur, while also requiring changes in pipe diameter. It allows flexible adjustment of pipe diameter based on different flow requirements.
Stainless Steel Tee
Made of one-piece cold-formed or hot-extruded construction in 304L or 316L. Each piece is laser-marked with a heat number, PMI tested, and comes with an EN 10204 3.1 certificate, ready for use in offshore, chemical, or sanitary installations.
Chemical Composition
| CHEMICAL | LIMITS | C | Mn | P | S | Si | Ni | Cr | Mo |
| ASTM A403 WP304 | MIN | 8.0 | 18.0 | ||||||
| MAX | 0.08 | 2.00 | 0.045 | 0.030 | 1.00 | 11.0 | 20.0 | ||
| ASTM A403 WP316 | MIN | 10.0 | 16.0 | 2.00 | |||||
| MAX | 0.08 | 2.00 | 0.045 | 0.030 | 1.00 | 14.0 | 18.0 | 3.00 |
Mechanical Properties
| MATERIAL | ASTM A403 WP304 | ASTM A403 WP316 |
| T.S (MPA) | 515 min | 515 min |
| Y.S (MPA) | 205 min | 205 min |
| EL % | 28 min | 28 min |
Carbon Steel Pipe Tee
ANSI / ASME B16.9 Carbon Steel Reducing Tee is manufactured from high-quality carbon steel, offering excellent strength, toughness, and durability under high-pressure and high-temperature conditions. Carbon steel provides superior mechanical properties and cost-effectiveness, making it ideal for heavy-duty piping systems. Our reducing tees ensure reliable connection and smooth flow transition between different pipe sizes, widely used in oil & gas, petrochemical, power generation, and water treatment industries. All products are produced in compliance with ANSI / ASME B16.9 standards and undergo strict inspection to guarantee dimensional accuracy and long service life.
Chemical Composition
| CHEMICAL | LIMITS | C | Mn | P | S | Si | Cr | Mo | Ni | Cu | Cb | V |
| ASTM A234 WPB | MIN | 0.29 | 0.10 | |||||||||
| MAX | 0.30 | 1.06 | 0.050 | 0.058 | 0.40 | 0.15 | 0.40 | 0.40 | / | 0.08 |
Mechanical Properties
| MATERIAL | T.S (MPA) | Y.S (MPA) | EL % | R/A % | HARDNESS |
| ASTM A234 WPB | 415 min | 240 min | 22 min | 30 min | 197 max |
ASME B16.9 Butt Weld Tee Dimensions &Weight
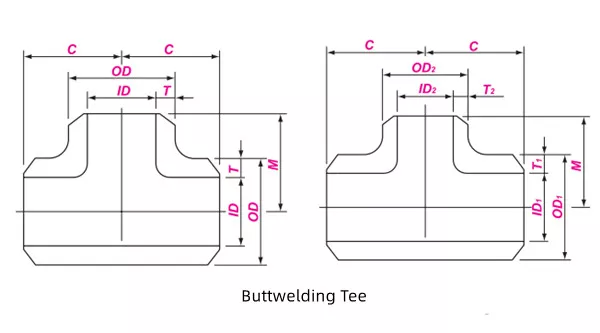
| NPS | O.D. | Center to End | Center to End |
| D | C | M | |
| 1/2 | 21.3 | 25 | 25 |
| 3/4 | 26.7 | 29 | 29 |
| 1 | 33.4 | 38 | 38 |
| 1.1/4 | 42.2 | 48 | 48 |
| 1.1/2 | 48.3 | 57 | 57 |
| 2 | 60.3 | 64 | 64 |
| 2.1/2 | 73 | 76 | 76 |
| 3 | 88.9 | 86 | 86 |
| 3.1/2 | 101.6 | 95 | 95 |
| 4 | 114.3 | 105 | 105 |
| 5 | 141.3 | 124 | 124 |
| 6 | 168.3 | 143 | 143 |
| 8 | 219.1 | 178 | 178 |
| 10 | 273 | 216 | 216 |
| 12 | 323.8 | 254 | 254 |
| 14 | 355.6 | 279 | 279 |
| 16 | 406.4 | 305 | 305 |
| 18 | 457 | 343 | 343 |
| 20 | 508 | 381 | 381 |
| 22 | 559 | 419 | 419 |
| 24 | 610 | 432 | 432 |
| 26 | 660 | 495 | 495 |
| 28 | 711 | 521 | 521 |
| 30 | 762 | 559 | 559 |
| 32 | 813 | 597 | 597 |
| 34 | 864 | 635 | 635 |
| 36 | 914 | 673 | 673 |
| 38 | 965 | 711 | 711 |
| 40 | 1016 | 749 | 749 |
| 42 | 1067 | 762 | 711 |
| 44 | 1118 | 813 | 762 |
| 46 | 1168 | 851 | 800 |
| 48 | 1219 | 889 | 838 |
Buttweld Tee Weight
| DN | NPS | SCH20 | SCH30 | STD | SCH40 | SCH60 | XS | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | XXS |
| 15 | 1/2 | – | 0.15 | 0.16 | 0.16 | – | 0.20 | 0.20 | – | – | – | 0.25 | 0.35 |
| 20 | 3/4 | – | 0.18 | 0.20 | 0.20 | – | 0.30 | 0.30 | – | – | – | 0.35 | 0.45 |
| 25 | 1 | – | 0.27 | 0.28 | 0.28 | – | 0.45 | 0.45 | – | – | – | 0.54 | 0.77 |
| 32 | 1 1/4 | – | 0.46 | 0.55 | 0.55 | – | 0.70 | 0.70 | – | – | – | 0.91 | 1.26 |
| 40 | 1 1/2 | – | 0.68 | 0.78 | 0.78 | – | 1.25 | 1.25 | – | – | – | 1.39 | 1.83 |
| 50 | 2 | – | 0.96 | 1.17 | 1.17 | – | 1.61 | 1.61 | – | – | – | 2.39 | 2.89 |
| 65 | 2 1/2 | – | 2.06 | 2.21 | 2.21 | – | 2.92 | 2.92 | – | – | – | 3.81 | 5.21 |
| 80 | 3 | – | 2.87 | 3.23 | 3.23 | – | 4.42 | 4.42 | – | – | – | 6.17 | 8.01 |
| 90 | 3 1/2 | – | 3.65 | 4.33 | 4.33 | – | 5.95 | 5.95 | – | – | – | – | – |
| 100 | 4 | – | 4.56 | 5.68 | 5.68 | – | 7.88 | 7.88 | – | 10.0 | – | 11.8 | 14.5 |
| 125 | 5 | – | – | 9.08 | 9.08 | – | 12.9 | 12.9 | – | 16.8 | – | 20.5 | 24.0 |
| 150 | 6 | – | – | 13.6 | 13.6 | – | 20.5 | 20.5 | – | 26.1 | – | 32.5 | 38.1 |
| 200 | 8 | 17.5 | 22.0 | 25.5 | 25.5 | 31.8 | 38.7 | 38.7 | 45.4 | 54.1 | 60.4 | 66.6 | 64.6 |
| 250 | 10 | 28.0 | 37.1 | 44.8 | 44.8 | 59.2 | 59.2 | 69.7 | 83.3 | 96.6 | 113 | 125 | 113 |
| 300 | 12 | 42.6 | 55.7 | 63.1 | 68.1 | 93.0 | 83.2 | 112 | 137 | 160 | 178 | 204 | 160 |
| 350 | 14 | 64.5 | 76.3 | 76.3 | 88.7 | 119 | 101 | 148 | 183 | 211 | 238 | 264 | – |
| 400 | 16 | 78.2 | 95.7 | 95.7 | 126 | 164 | 126 | 191 | 252 | 294 | 342 | 375 | – |
| 450 | 18 | 102 | 141 | 121 | 179 | 237 | 160 | 269 | 357 | 419 | 471 | 529 | – |
| 500 | 20 | 168 | 198 | 150 | 235 | 317 | 190 | 365 | 489 | 566 | 651 | 724 | – |
| 550 | 22 | 185 | 241 | 182 | – | 414 | 241 | 482 | 636 | 743 | 846 | 947 | – |
| 600 | 24 | 222 | 305 | 205 | 340 | 516 | 272 | 589 | 796 | 930 | 1046 | 1174 | – |
Straight Tee & Cross
Straight Tee
ASME B16.9 Straight Tee is a common pipe fitting used in piping systems to achieve a 90-degree branch or convergence. All three ports share the same size, primarily serving to branch off a secondary line of identical dimensions from a main pipe. This design offers simplicity and low fluid resistance, making it widely used in scenarios requiring straightforward branching or parallel flow, such as water supply systems and HVAC systems.
Straight Cross
Unlike a tee, the ASME B16.9 Cross features four ports to enable two 90 degree divergences or convergences within a piping system. With ports radiating in four directions from a central junction point, crosses can handle fluid flow from multiple pipelines simultaneously. Due to their complex fluid pathways, crosses typically occupy more space than tees and may introduce higher fluid resistance or pressure loss. Consequently, crosses are primarily used in space-constrained applications or specialized scenarios requiring simultaneous branching to two directions from a single point.
ASME B16.9 Standard
This Standard covers overall dimensions, tolerances, ratings, testing, and markings for factory-made wrought buttwelding fittings in sizes NPS 1/2 through NPS 48 (DN 15 through DN 1200).
Standard Fittings.
That the fitting was manufactured in conformance with this Standard, including all dimensional requirements, is certified by a prefix”WP” in the material grade designation marking.
Special Fittings.
That the fitting was manufactured in conformance with this Standard, except that dimensional requirements are as agreed between the purchaser and the manufacturer, is certified by a supple mentary suffix to the material grade designation marking as follows:
(a) “S58” of ASTM A960 applies for fittings in accordance with ASTM A234, A403, and A420.
(b) “S8” applies for fittings in accordance with ASTM A815.
(c) “SPLD” applies for fittings in accordance with ASTM B361, B363, and B366.
Material
Wrought fittings covered by this Standard shall be in accordance with ASTM A234, A403, A420, A815, B361, B363, B366, or the corresponding standard listed in Section II of the ASME Boiler and Pressure Vessel Code. The term wrought denotes fittings made of pipe, tubing, plate, or forgings. Fittings made from block forgings may only be supplied subject to agreement between the manufacturer and purchaser. Such fittings need not meet the requirements of section.
Carbon Steel :
ASTM A234 WPB / WPC,ASTM 420 WPL 3 / 6 / 9,A860 WPHY 42 / 46 / 52 / 56 / 65 / 70
Alloy Steel :
A234 WP5 / WP9 / WP11 / WP12 / WP22 /WP 91 / WP92
Stainless Steel :
A403 WP304/304L/304H – WP316/316L – WP317 – WP310S – WP321 – WP347 – WP904L
Duplex & Super Duplex Steel :
A815 WPS32205/32750/31803/32760
Application
ASME B16.9 Butt Weld Tee, renowned for their exceptional performance and reliable quality, find extensive application across multiple critical industries:
Petrochemical Industry
Power and Energy Industry
Metallurgical Industry
Shipbuilding Industry
Urban Infrastructure Development
One Seam or Two on a Butt Weld Tee?
- Inspect the branch barrel.
If the weld line stops exactly at the run-to-branch crotch and you can trace it continuously around 360°, you are looking at a single-seam tee (hot-extruded or hydro-formed).
If the line reappears on the opposite side of the branch, you have found the second longitudinal seam—proof that the outlet was made from two pressed half-shells welded together. This dual-seam design is common on oversized tees ≥24″ or heavy-wall Schedules where single-extrusion tooling is too costly.
- Calculation
Generally, steel plates commonly available on the market have widths of 2 meters or less. When rolled into a cylinder, the circumference formula is:
d = 2πr
where r is the width of the steel plate. Calculating yields:
20000 / 3.14 ≈ 636.9 mm Therefore:
When the circumference is < 636.9 mm, the tee is typically seamless or requires only one weld seam;
When the circumference is > 636.9 mm, a structure with two weld seams is required.
In actual production:
Tees below 24″ are generally manufactured seamless, offering superior overall strength and sealing performance;
For tees above 24″, welding is recommended. The double-welded production method offers shorter lead times, whereas single-welded products often require custom steel plates, resulting in longer production cycles.
This process selection not only depends on steel plate specifications but also directly impacts delivery schedules and costs. Therefore, it must be confirmed during the design and procurement stages.
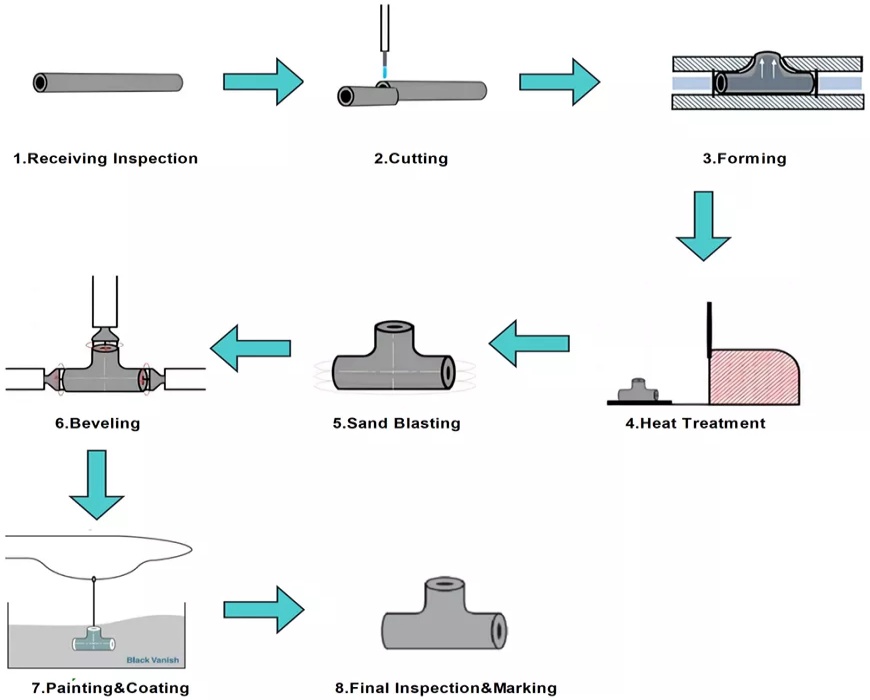
ANSI B16.9 Buttweld Equal Tee Manufacturing Process
The manufacturing process for ASME B16.9 butt weld tee is complex and rigorous, primarily encompassing the following key stages:
Raw Materials
Based on the product’s material requirements, high-quality steel conforming to ASME B16.9 standards is selected as raw material. Raw materials undergo stringent inspection, including chemical composition analysis and mechanical property testing, to ensure compliance with standard specifications. Only qualified raw materials proceed to subsequent production stages, guaranteeing product quality from the source.
Forming Process
A pipe section matching the main pipe diameter is inserted into a hydraulic forming die. Ultra-high-pressure fluid is injected into the pipe blank while axial thrust is applied at both ends to compensate for material displacement. Under the combined action of fluid pressure and axial thrust, the metal flows toward the mold cavity (in the branch pipe direction), ultimately forming the tee blank. The tee blank undergoes preliminary cleaning to remove surface scale and impurities.
Heat Treatment
To eliminate internal stresses generated during forging and enhance the mechanical properties of the tee, the forged blank undergoes heat treatment. The heat treatment process varies by material composition but typically comprises three stages: heating, holding, and cooling. Precise control of heating temperature, holding time, and cooling rate is essential during heat treatment to ensure the tee achieves the required mechanical properties, such as hardness, strength, and toughness.
Machining
The heat-treated tee blank undergoes machining to achieve the dimensional and precision requirements specified by standards. Machining primarily involves processes like turning, milling, and drilling to form the tee’s various openings, end faces, and internal/external surfaces. This ensures the tee’s dimensional tolerances and surface roughness comply with ASME B16.9 standards.
Inspection and Testing
Throughout the production of ASME B16.9 butt-welded tees, inspection and testing are conducted at every stage. Beyond raw material inspection, intermediate inspection during forging, post-heat-treatment property testing, and dimensional inspection after machining, finished products undergo final inspection and testing. This includes visual inspection, dimensional verification, pressure testing, and non-destructive testing.
Tolerances
The listings with decimals do not imply precision measurement, such as use of vernier, micrometer, electronic readout equipment, etc.
| TOLERANCES FOR BW FITTINGS | |||||||||||||
| Nominal Size | All Fittings | 45°&90° Elbows & Tees, Crosses | 180 ” Returns | Caps | Reducers & Lap Joint Stub Ends | Lap Joint Stub Ends | |||||||
| DN | NPS | OD 3) 4) | ID 3) | A B C M | A B | K | U | E, E1 | H F | R | t | ||
| 15-65 | 1/2 -21/2 | +1.6 -0.8 | ± 0.8 | ± 2 | ± 3 | ± 6 | ± 6 | ± 1 | ± 3 | ± 2 | 0 -1 | 0 -1 | +1.6 0 |
| 80-90 | 3-31/2 | ± 1.6 | ± 1.6 | ± 2 | ± 3 | ± 6 | ± 6 | ± 1 | ± 3 | ± 2 | 0 -1 | 0 -1 | +1.6 0 |
| 100 | 4 | ± 1.6 | ± 1.6 | ± 2 | ± 3 | ± 6 | ± 6 | ± 1 | ± 3 | ± 2 | 0 -1 | 0 -2 | +1.6 0 |
| 125-200 | 5-8 | +2.4 -1.6 | ± 1.6 | ± 2 | ± 3 | ± 6 | ± 6 | ± 1 | ± 6 | ± 2 | 0 -1 | 0 -2 | +1.6 0 |
| 250-450 | 10-18 | +4.0 -3.2 | ± 3.2 | ± 2 | ± 3 | ± 10 | ± 6 | ± 2 | ± 6 | ± 2 | 0 -2 | 0 -2 | +3.2 0 |
| 500-600 | 20-24 | +6.4 -4.8 | ± 4.8 | ± 2 | ± 3 | ± 10 | ± 6 | ± 2 | ± 6 | ± 2 | 0 -2 | 0 -2 | +3.2 0 |
| 650-750 | 26-30 | +6.4 -4.8 | ± 4.8 | ± 3 | ± 6 | — | — | — | ± 10 | ± 5 | — | — | — |
| 800-1200 | 32-48 | +6.4 -4.8 | ± 4.8 | ± 5 | ± 6 | — | — | — | ± 10 | ± 5 | — | — | — |
| 1300-1500 | 52-60 | +6.4 -4.8 | ± 4.8 | ± 5 | — | — | — | — | — | — | — | — | — |
| 1600-1700 | 64-68 | +6.4 -4.8 | ± 4.8 | ± 5 | — | — | — | — | — | — | — | — | — |
| 1800-2000 | 72-80 | +6.4 -4.8 | ± 4.8 | ± 5 | — | — | — | — | — | — | — | — | — |
Why Choose Us
Rigorous Quality Control: We maintain full process oversight of ASME B16.9 butt weld pipe fittings from raw material procurement to product delivery. Each batch undergoes multiple rounds of testing to ensure compliance with international standards.
Customization Services: We offer tailored solutions for butt-welded pipe fittings, including special dimensions, wall thickness grades, and materials based on customer requirements.
Rapid Delivery: Ample inventory of common specifications ensures timely order fulfillment and meets urgent needs.
Professional After-Sales Support: Our experienced team provides expert technical assistance and solutions to address customer challenges.
Contact Us
For ASME B16.9 butt weld pipe fittings, contact us today. We deliver premium products and professional services.
Email: sales@zzsteels.com
WhatsAPP: 86 372 2155516
Phone: +86 18625862121
Website: https://www.zzfittings.com/